


发布时间:2024-05-19 02:21:00 公司名称:[宣城]南恩物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
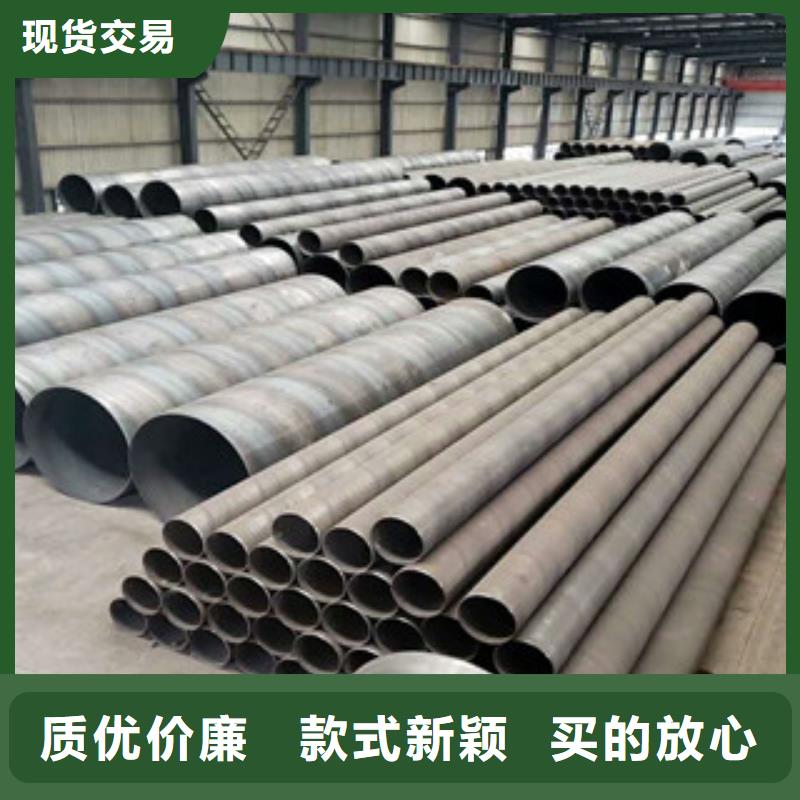



发展方向:因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
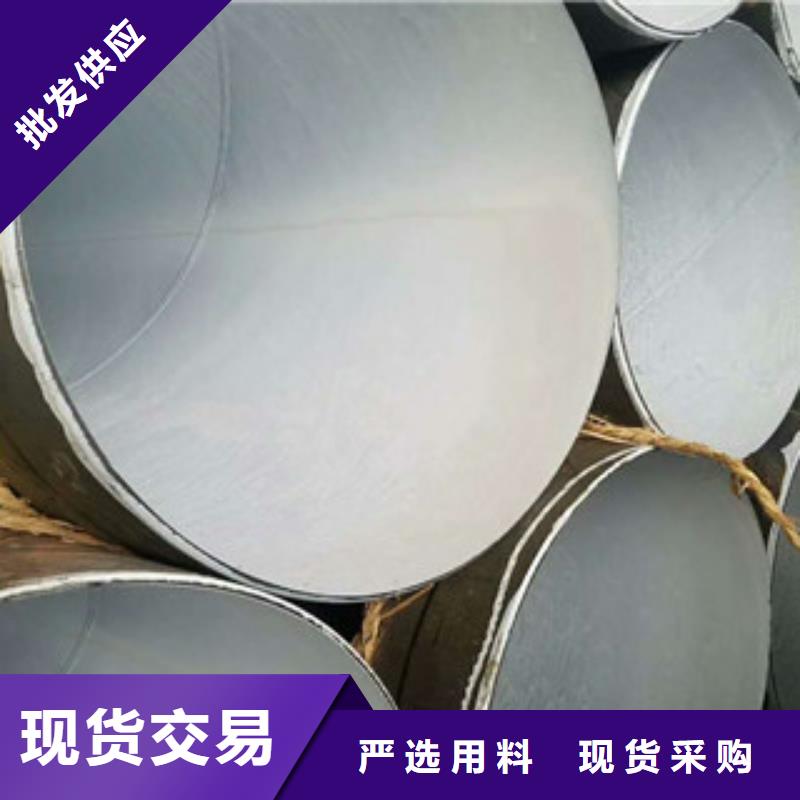
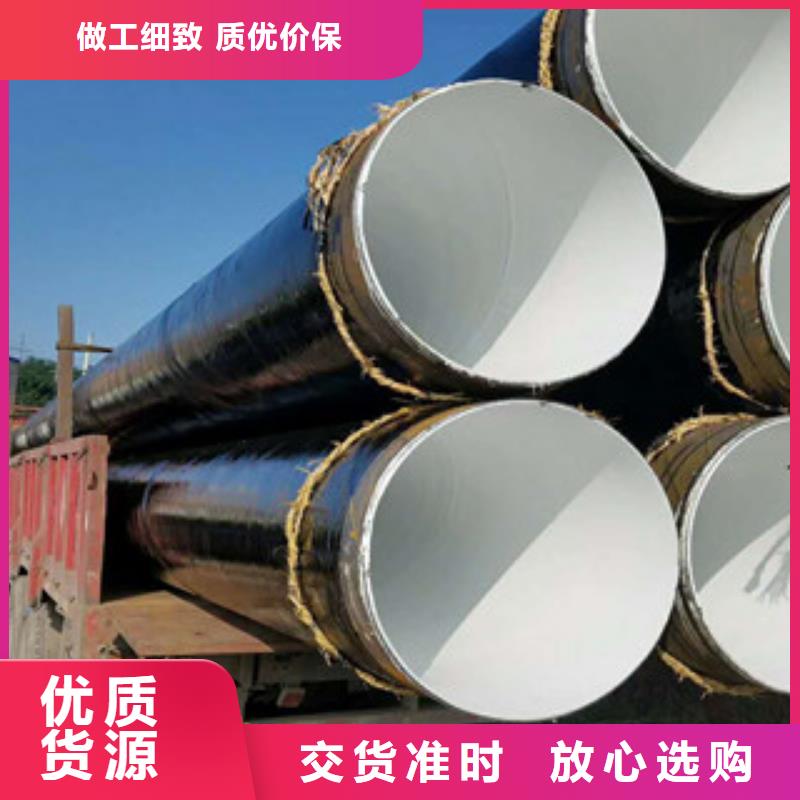
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。


宣城南恩物资有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 槽钢产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 槽钢产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与预防措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 槽钢产品质量水平逐步提高,一年一个新台阶。
质量检测:螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S-静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度最小值(Q235为235Mpa)的选取。 稳压时间:D<508试验压力保持时间不少于5秒; D508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查
